第7回 1級(過去問題)
正解は「黄色の選択肢」となります。
設問1
工作機械上で、ワークの位置・向き・形状などを機上計測するために広く普及している、一般的なタッチプローブの測定誤差の要因として、正しくないものはどれでしょうか。
気温による光の波長の変動
時間遅れが測定の方向によって変動すること
工作機械の位置決め誤差
設問2
レーザ加工で金属板を切断する際、反射率が高いと加工が困難となります。鉄、銅、アルミニウムのうち、ファイバレーザに対してもっとも反射率の高い金属はどれでしょうか。
鉄
アルミニウム
銅
設問3
旋削加工(外径旋削)により得られる仕上げ面の理論的な最大高さ粗さを求めるために必要な情報は、切れ刃先端の丸み半径の他に何があるでしょうか。
被削材1回転あたりの送り量
半径方向の切込み量
工具すくい角
設問4
同時2軸制御による円運動軌跡に生じる象限突起について、その発生するタイミングの特徴として正しいものはどれでしょうか。
象限突起は象限が切り替わるときに生じ、その誤差は各象限の境界で最大となる
象限突起は、必ず象限切替り後に生じるため、円運動の向きによってその位置は異なる
象限突起は不安定な摩擦力によって生じるため、その発生するタイミングは正確には予測できない
設問5
3D CADで作成したモデルデータを、他の種類の3D CADで使用するためにISOで開発されたデータ方式を何というでしょうか。
IGES
STEP
ACIS
設問6
機械使用や廃棄の段階において、環境破壊及び人への健康を害する可能性があることから、欧州発のいくつかの製品に含有する有害物質規制があります。このうち有害物質(約500物質)の含有量を規制するものはどれでしょうか。
REACH規則
RoHS指令
EMC指令
設問7
最近注目されている3Dプリンタは、加工法でいえば「付加加工」に分類されますが、次の3つのうち、付加加工でないものはどれでしょうか。
めっき
焼き嵌め
鋳造
設問8
水溶性切削液(クーラント)にはいくつかのタイプがありますが、転がり案内の防塵シール等に含まれるNBR系のシール材を著しく劣化させるものはどのタイプでしょうか。
ソリュブルタイプ
シンセティックタイプ
エマルションタイプ
設問9
NC工作機械のボールねじ軸支持方法には、固定-固定、固定-支持、固定-自由の3種類があります。図のような固定―支持の場合、支持側ではベアリングの外輪を固定しない理由は何でしょうか。
ボールねじの両端軸受け支持例↓

ねじの熱変位に応じて軸方向に移動(逃がす)できるため
ねじの組み立てや交換修理を容易にするため
ねじの共振防止のため
設問10
モジュラ設計概念において、構成要素である構造モジュール群を組合せて工作機械の全体構造を構築するために満足すべき4つの基本原則のうち、”モジュールの信頼性の確保”に対応するものは、次の3つのうちどれでしょうか。
順応の原則
統一の原則
結合の原則
設問11
工具動力計の説明について、間違った記述はどれでしょうか。
設置する物体の質量には関係なく、仕様に示された周波数特性での測定が可能である
力の測定方法として,圧電式、歪みゲージ式などがある
多成分工具動力計を用いることで、切削力のベクトルなどを定量化できる
設問12
工作機械のコラム、テーブル、主軸頭などの可動要素を稼働させると慣性力が発生し、運動の遅れやオーバーシュートを生じる。この慣性力を低減させるのに効果がないものはどれでしょうか。
質量
加速度
速度
設問13
円筒研削は工作物の仕上げ加工に用いられるため加工精度の要求が厳しく、そこで計測装置を用いて加工を行うことが多いですが、円筒研削でよく用いられる計測装置はどれでしょうか。
工具欠損検知
工具振れ計測
自動定寸装置
設問14
加圧された潤滑油やエアーを、作動流体としてスライド面のすきまへ強制的に供給して、流体潤滑状態で移動体を支持している案内を何と呼ぶでしょうか。
すべり案内
転がり案内
静圧案内
設問15
5軸制御工作機械のNCプログラムで、機械の構造に関係なく加工する部品形状に応じた座標・工具姿勢を使う方法は何というでしょうか。
加工形状制御
工具先端点制御
工具姿勢制御
設問16
NCプログラムは、機械の動作指令単位であるブロックの集合体によって構成されます。また、ブロックは英文字と数値からなるいくつかのワードで構成されます。この英文字を何というでしょうか。
モーダル
コード
アドレス
設問17
図に示す工作機械本体の基本構造の名称として正しい組み合わせはどれでしょうか。
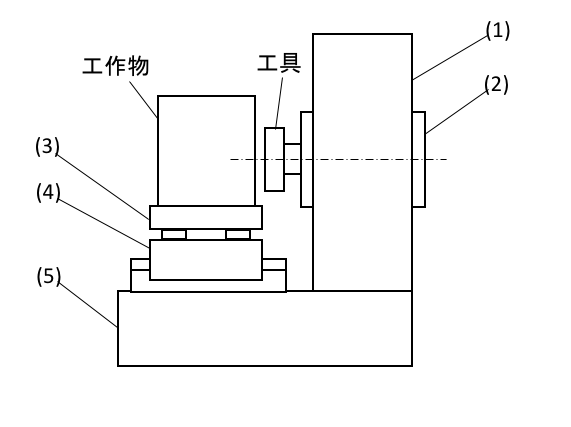
①コラム、②主軸頭、
③テーブル、④サドル、
⑤ベース
①コラム、②サドル、
③主軸頭、④テーブル、
⑤ベース
①コラム、②主軸頭、
③サドル、④テーブル、
⑤ベース
設問18
ドイツで1912年に原理が提案された工法で、近年の工具、機械剛性や5軸制御技術の進化により実現した歯車加工法を何というでしょうか。
スカイビング工法
ハードホビング工法
創成法
設問19
研削加工において、非常に遅い速度でテーブルを送る代わりに、通常の数十倍から数百倍の切り込み量を与えて、工作物を1パスで加工する研削方法名はどれでしょうか。
プロファイル研削
クリープフィード研削
重研削
設問20
ジェームズ・ワットが蒸気機関を改良し出力や効率を著しく高めましたが、その蒸気機関を実現するのに必要なシリンダを加工するために、加工精度を高めた中ぐり盤を設計製作した人は誰でしょうか。
ジョン・ウィルキンソン
ヘンリー・モーズリー
トーマス・ニューコメン