NC工作機械の位置決め《問題5 参考》
一般に旋盤は2軸、フライス盤は3軸からなるNC工作機械主要部の直線移動には、送りモータの回転を直線運動に変換する送りねじとしてボールネジが使われます。ボールネジはネジの山とナットの間に鋼球が入り摩擦力がほとんどなく、軽く回る精密ネジです。
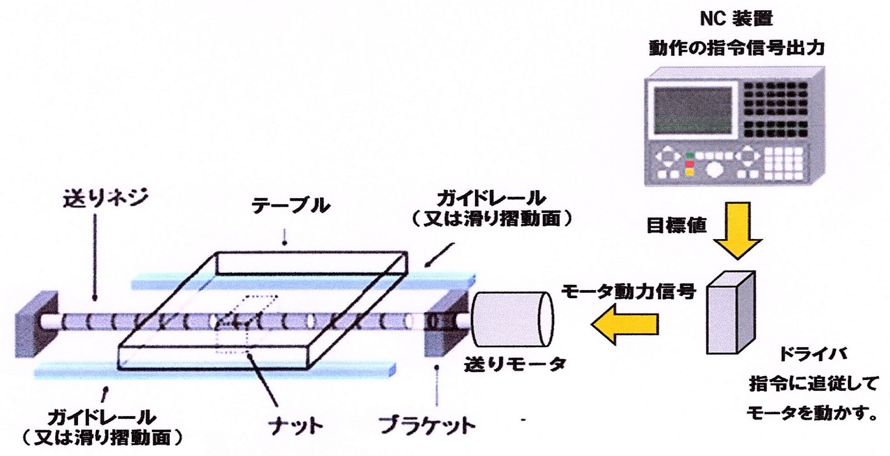
図19はNC工作機械のテーブル送り機構です。送りモータは継手を介してボールネジに繋げられ、ねじのナット部はテ―ブル下面の台座に取付けられます。そして、テ―ブルはネジが回ることでガイドレール(あるいは摺動面)上を左右に移動します。
NC装置は、例えば図19のテ―ブルを「速度200mm/minで100mm動かしなさい。」という指令で送りモータを回します。そして、センサ―から逐次得られるテ―ブルの移動量と速度情報をNC装置側に戻し(フィードバック)、指令値と比較して誤差補正を送りモータに指令します。
このように構成されたフィードバックシステムをサ―ボ機構と言います。
一般にサ―ボ機構には以下3種類があります。
- オープンループ制御
-
NC装置からの指令により、送りモータで回転されるボールネジは、図19のテーブルを動かします。ただし、この制御方式は指令が出たままでフィードバックしません。
簡単なXYプロッタペン描画ロボットなどに使用される方法です。 - セミクローズドループ制御
-
この制御方式では、送りモータに取り付けられた検出器であるエンコーダ(図20)が位置や速度を検出し、NC装置にそれら情報をフィードバックします。そしてNC装置は指令値とフィードバックされた情報を比較しながら誤差を補正します。一般のNC工作機械制御に最も多く使用されている方式です。
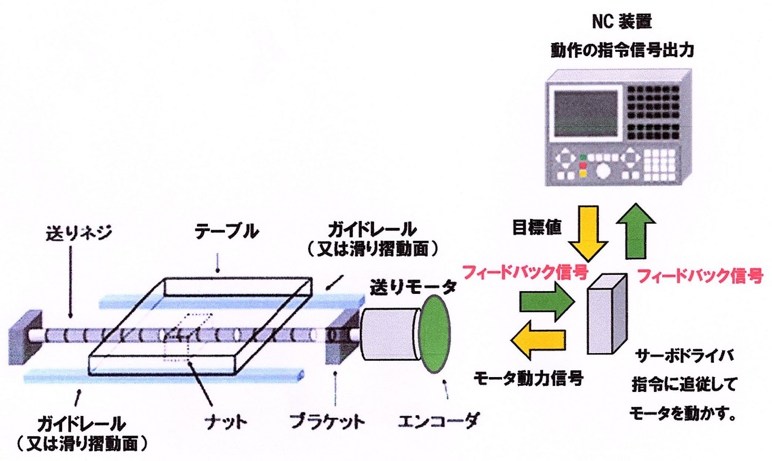
図20:セミクロ―ズドループ制御機構概要図 - クローズドループ制御
-
この制御方式は、位置や速度情報を図21のテーブル移動軸に対して平行に取り付けられる読取りスケール(リニアエンコーダ)から機械が動いた位置を直接読み取ります。このため、ボールねじの摩耗や熱膨張などの影響を受けず、累積誤差が発生しないため、高精度な制御が可能で、高精度のNC工作機械の制御に使用されています。
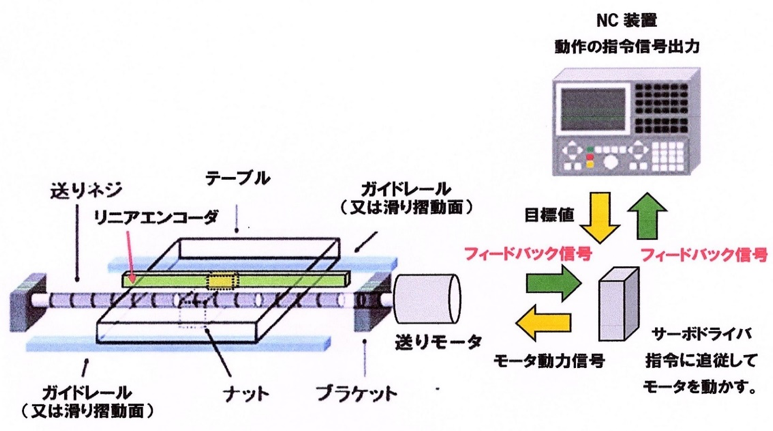
図21:クローズドループ制御の機構概要図