代表的な工作機械の種類《問題19 参考》
8-5 研削盤
部品加工では、加工の条件や素材などの様々な要因により、部品は図面の寸法通りにぴったりと作れません。そのため、加工図面には部品の各部寸法に加え、それぞれの寸法に対して許される誤差である「寸法公差」が記載されています。
しかし、部品寸法が公差内に出来上がっても、その部品がしっかりと所定の形状をしていないと、部品同士組み付かないというような問題が起こります。
そこで、「寸法公差」に加えて形、姿勢や位置に許される誤差を定義した「幾何公差」も使うことで、幾何学的に整った形状にも仕上げられ設計通りの正確な部品を作ることができます。研削盤はこれら公差をより高いものにするため、旋盤やフライス盤等で切削加工した後に少しずつ研削して仕上げる工作機械です。
研削盤には対象とする工作物の形状によって様々なタイプがありますが、大きく分けて、平らな平面を削る(1)平面研削盤、円筒状の工作物の外側を削る(2)円筒研削盤、円筒状の工作物の内側を削る(3)内面研削盤、に大別されます。
- (1)平面研削盤
-
平面研削盤は、工作物の平面を研削する機械です。平面研削盤のテーブルに工作物を固定、砥石を高速回転させてテーブルを動かして表面を一定幅毎に(図21)精密加工することができます。平面研削盤では面のそり・ゆがみを修正し、面を均一に滑らかに仕上げます。
-
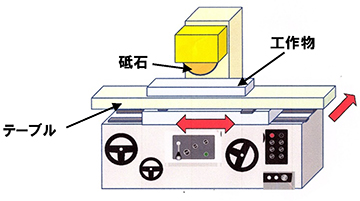
図20:平面研削盤 -
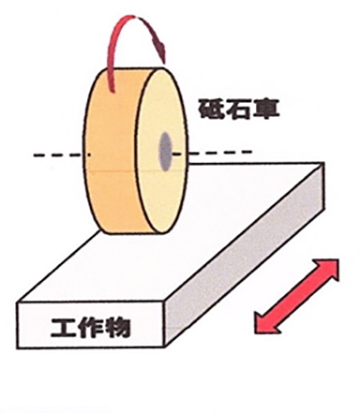
図21:平面研削盤加工
-
- (2)円筒研削盤《問題14 参考》
-
円筒研削盤は、円筒形状の工作物や細長い形状の工作物の径・幅・厚みなどが、先細りになっているテーパ形工作物の外周面を研削する機械です。旋盤のように円筒研削盤の主軸に工作物を固定して回転させ、砥石も高速回転させて工作物の表面を研削することで、工作物の円形断面に正確な丸み(まんまるさ)をつけて真っ直ぐな丸みのついた円筒形状に仕上げることができます。
円筒研削盤には工作物が回転しながら砥石が切り込みを行い、左右に移動する、長い工作物の場合に使用されるトラバースカット(図23)と、工作物も砥石も左右に動かないで、砥石の切り込みだけで研削する量産部品等の加工に向くプランジカット(図24)があります。
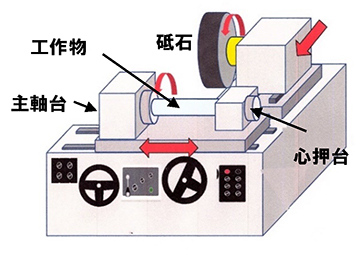
図22:円筒研削盤 -
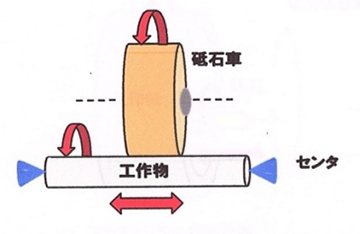
図23:円筒研削 トラバース研削 -
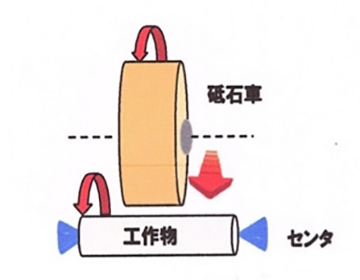
図24:円筒研削 プランジ研削
-
- (3)内面研削盤
-
内面研削盤は、穴の内面を研削する機械です。研削は工作物と砥石を同時に回転させながら行います。工作物の大きさにより、普通形とプラネタリ形に分類されます。
普通形(図26)は工作物の穴の中に砥石を入れ、工作物と砥石を共に回転させ、砥石の切り込みと前後の動き(送り)により研削を行います。
-
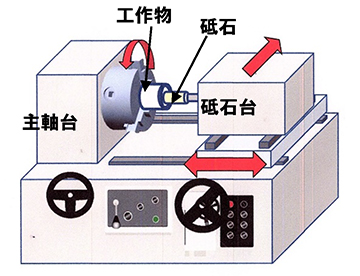
図25:内面研削盤 -
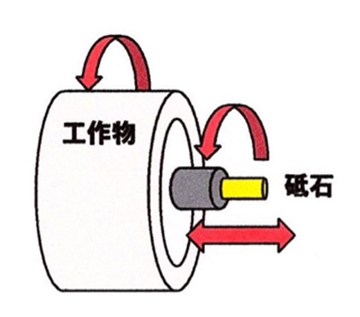
図26:普通形の内面研削
工作物のサイズが大きくて回転が困難な場合は、工作物を固定して、砥石を回転させながら公転運動させるプラネタリ形の研削方法(図27)を使います。
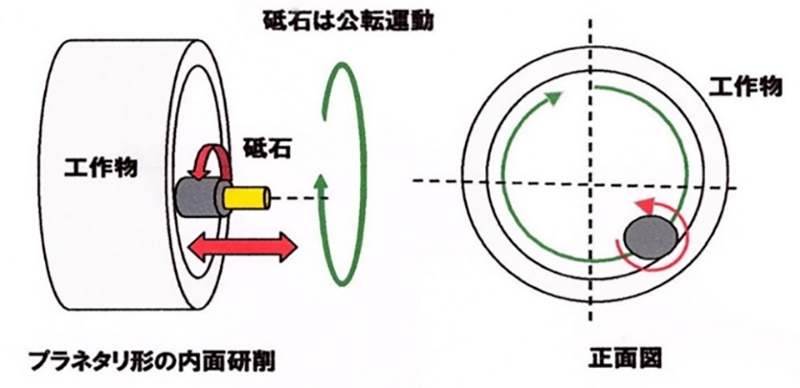
図27:プラネタリ型の内面研削 研削盤の種類には、このほか工作物をつかまずに円筒外周を研削する「心なし研削盤」や摩粍や損傷した切削工具を再研削する「工具研削盤」などがあります。
-