代表的な工作機械の種類
8-9 NC工作機械
1952年に米国マサチューセッツ工科大学(MIT)で、航空機用複雑形状部品の切削が制御できる装置を付けたフライス盤(シンシナティ・ミーリング社製)が完成しました。この制御方法が数値制御(Numerical Control)と名付けられ今日に至っています。
今日、工作機械は作業者がハンドルを回すことなどによって操作する「汎用工作機械」と、数値制御で自動運転が行える「NC工作機械」とに大別されています。
- (1)NC工作機械の制御概要(図35参照)《問題16 参考》
-
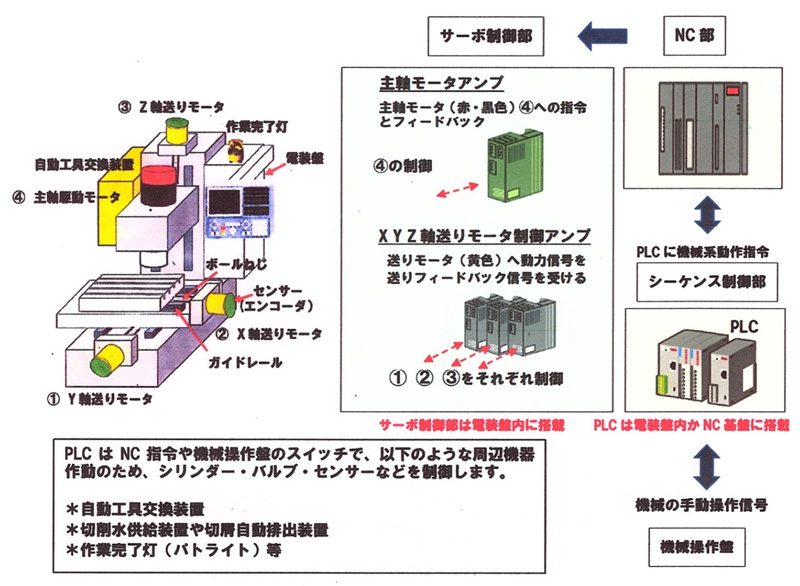
図35:NC工作機械の制御概要 図35は工作機械を制御する上で重要なNC部、サーボ制御部とシーケンス制御部からなるNC装置の機能概要をまとめたものです。
NC部はNCプログラムに従って送りモータと主軸駆動用モータを制御するサーボ制御部に動作指令を出します。また、機械操作盤や自動工具交換装置など工作機械の周辺装置を制御するための指令をシーケンス制御部に出します。
ここで、NC工作機械の主要構造要素がNC制御で直線移動するには、送りモータの回転を直線運動に変換する送りねじとしてボールネジが使われます。ボールネジはネジの山とナットの間に鋼球が入り摩擦力がほとんどなく、軽く回る精密ネジです。
ねじのナット部は図36のテ―ブル下面の台座に取付けられます。そして、送りモータは継手を介してボールネジに繋げられ、テ―ブルはネジが回ることでガイドレール(あるいは摺動面)上を左右に移動します。
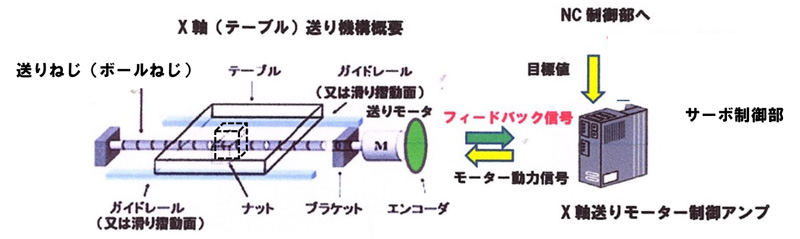
図36:制御機構概要図 今、図36のテーブルが速度200mm/minで100㎜移動する場合、NC部はサーボ制御部にNCプログラムに書かれた移動内容を指令します。サーボ制御部はその内容に従い、送りモータを回します。そして、送りモータについたセンサー(エンコーダ)はテ―ブルの移動量と速度情報を逐次サーボ制御部に戻し(フィードバック)、指令値と比較して誤差補正を送りモータに行います。このように構成されたフィードバックシステムを「サーボ機構」といいます。
また、サーボ制御部は主軸駆動モータにも、NC部からの指令通りの回転数で回転するようフィードバック制御を行います。
工作機械では、送りモータ、主軸駆動モータの他に、切削油装置、切屑自動排出装置、自動工具交換装置(ATC)など油圧や空圧等で作動する周辺機器が使われています。
シーケンス部が機械操作盤スイッチによる手動運転信号や、NC部からの指令を受けると、PLC(プログラマブルロジックコントローラ)は周辺機器類の起動や停止の制御を行います。PLCはFA機器メーカーから工作機械メーカーが調達する場合もありますが、NC装置メーカーが供給している場合もあり、その場合にはNC基盤に搭載されます。
- (2)NC工作機械の座標系《問題8 参考》
-
NC工作機械の座標系は、図37に示すように直交する3つの直進軸X軸、Y軸、Z軸と、それぞれの軸回りの3つの回転軸A軸、B軸、C軸から成ります。それぞれの軸の正(+)方向は,次のように決まっています(図39,図40参照)。ただし、各軸の方向は機械の種類によって異なりますので注意が必要です。
Z軸 工作機械の主軸と平行な軸。
工作物から遠ざかる方向が正(+)方向。
X軸 Z軸に直交する平面内で主に加工作業をする軸。
立て形マシニングセンタでは左右方向がX軸で、右が正(+)方向。
Y軸 Z軸に直交する平面内でX軸に直交する軸。
立て形マシニングセンタでは前後方向がY軸で、奥側が正(+)方向。
A,B,C軸 回転軸は、直進軸の正方向に向かって時計回り方向が正(+)方向。 座標軸と運動の記号は、JIS-B 6310に規定されています。図38のように座標軸の直進3軸は、右手の親指をX軸、人差し指をY軸、中指をZ軸とし、指先の方向が各軸の正(+)方向と決められています。これを右手直交座標系といいます。
-
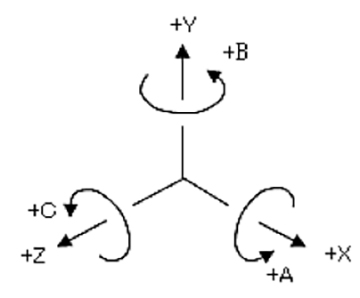
図37:NC工作機械の座標軸 -
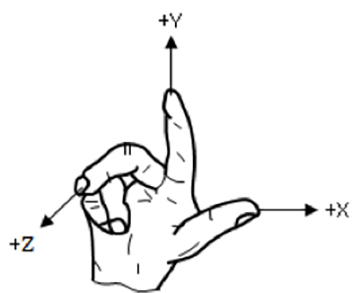
図38:右手直交座標系 -
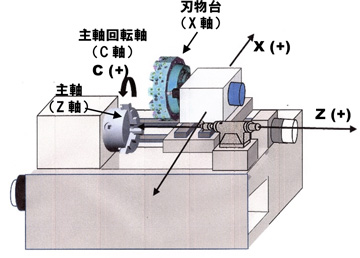
図39:NC旋盤の座標軸 -
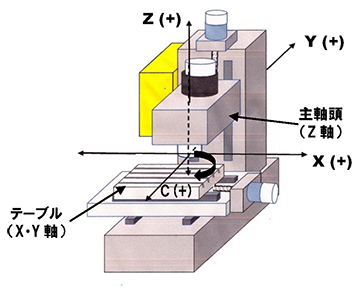
図40:立て形マシニングセンタの座標軸
-
- (3)マシニングセンタ《問題7 参考》
-
米国ではマサチューセッツ工科大学(MIT)がNCフライス盤試作機を完成した後、1958年に各種加工機能を1台に集約したマシニングセンタ(図41)をカーネイ&トレッカー社が世界で初めて開発しました。一方、日本では1960年日立製作所が国産第一号「ATC付NC万能工作機械」を試作しました。
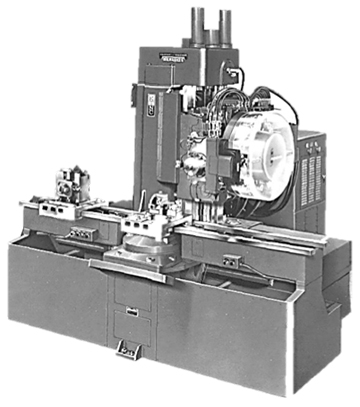
図41:Kerney and Trecker Milwaukee Matic II マシニングセンタがNCフライス盤と異なる点は、フライス加工以外に穴あけ・中ぐり・ねじ立てなど種々の作業ができ、切削工具を何本も工具マガジンに収納してNCの指令に従って工具を自動工具交換装置(ATC)で交換が行える点でしょう。
図42の横形マシニングセンタのATCでは、加工中、次の加工に必要な切削工具は工具収納マガジンが回ることで所定位置に移動します。
そして、加工が終了すると主軸は工具交換位置に移動、工具交換アームが主軸と工具収納マガジンから新旧切削工具を引き抜きます。(1)〜(2)
次に工具交換アームが180度旋回することで、主軸には新しい切削工具が装着され、工具収納マガジンには古い切削工具が戻されます。(3)〜(5)
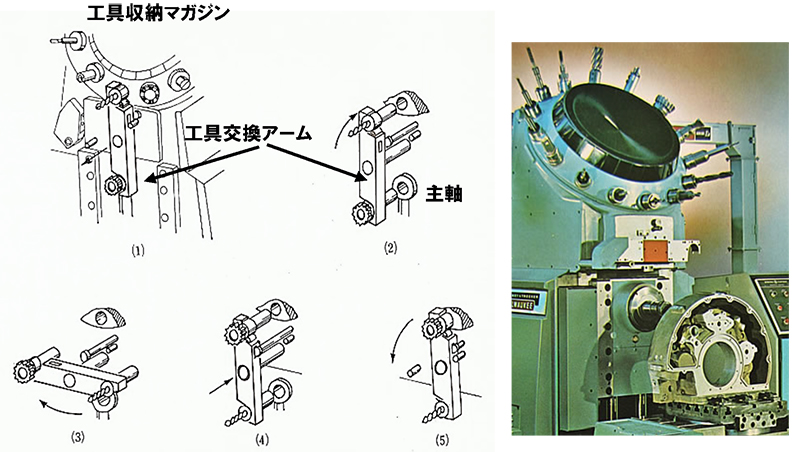
図42:自動工具交換装置の仕組み(Kerney and Trecker Milwaukee Matic Series Eb) 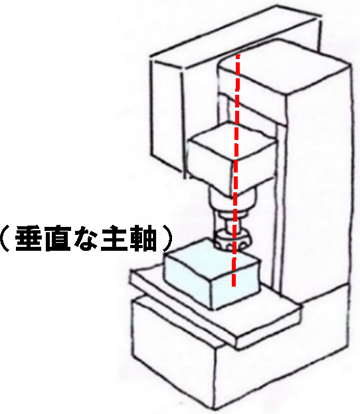
立て形マシニングセンタ 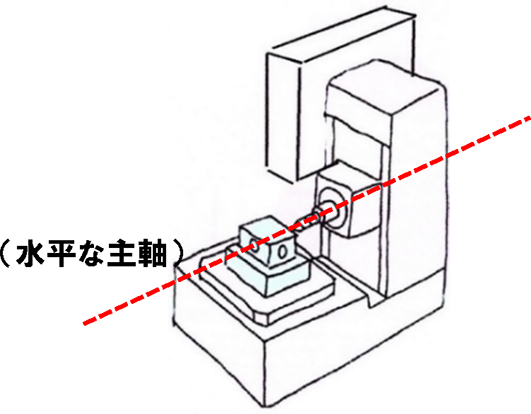
横形マシニングセンタ 図43
図43のように、マシニングセンタは主軸の位置で立て形と横形に分類されます。立て形マシニングセンタは垂直方向の主軸を持ち、工作物を上から加工します。従って、加工は高さの高くない(平物)工作物に向きます。また、水平方向の主軸を持つ横形マシニングセンタと比べ機械の設置スペースが少なくて済みます。さらに、立て形では機械テーブルへの接近性が良いので、設計図面と見比べながら加工ができます。
立て形マシニングセンタは工作物の上面のみしか完全な加工ができません。一方、横形マシニングセンタは水平方向の主軸を持つため、工作物を横から加工できます。そして、テ―ブルが一般的には90度ずつ回転するので、図44のように角型工作物の4側面が加工できる利点があります。
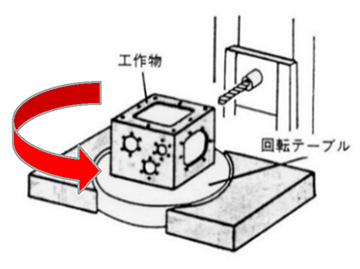
図44:横形マシニングセンタの加工 - (4)ターニングセンタ
-
NC旋盤の機能をより高め、多角形(タレット)刃物台に複数の切削工具を備え、工作物を1回のチャック取付で、旋削加工の他にフライス加工や穴あけ加工等が可能な工作機械をターニングセンタと呼んでいます。ターニングセンタは図45のように、各工程で必要な切削工具をタレット(図46)の旋回で自動選択でき、マシニングセンタの機能があることから丸物工作物用のマシニングセンタと言うこともできます。
ターニングセンタはNC旋盤と外観上大きな違いはありませんが、一般的にNC旋盤に比べ大きく、重量も重く、そして切削能力もあります。
ターニングセンタがさらに発展したものが、(5)項のNC旋盤型複合加工機です。
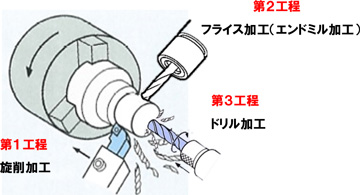
図45:ターニングセンタによる加工例 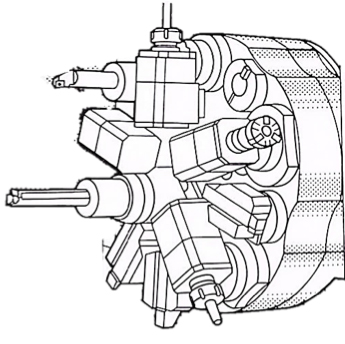
図46:タレット型刃物台 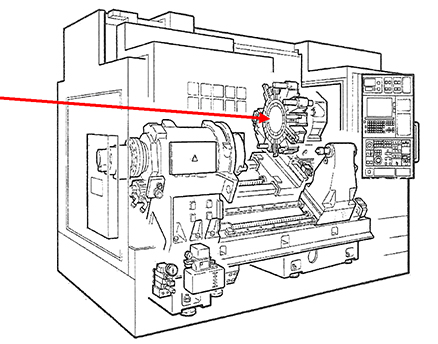
図47:ターニングセンタ