代表的な工作機械の種類
- (5)複合加工機《問題17 問題18 参考》
-
マシニングセンタとターニングセンタの機能を持つ複合工作機械で、直進3軸と回転2軸が同時に制御でき複雑形状部品の加工が可能です。構造形態として以下にそれぞれの一例を示しますが、「マシニングセンタ型」と「NC旋盤型」があります。
なお、近年では旋盤作業とフライス作業のみでなく、研削加工やレーザ加工、また積層造形機能等を持つ複合加工機もあります。- ① 5軸制御マシニングセンタ
-
直進3軸制御マシニングセンタに回転2軸を追加したものを5軸制御マシニングセンタと呼びます。そして回転テーブルのC軸が高速回転機能を持つものがマシニングセンタ型複合加工機です。
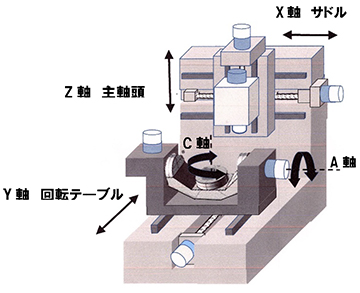
図48:5軸制御マシニングセンタ - ② NC旋盤型複合加工機
-
ターニングセンタにマシニングセンタと同等のフライス加工能力を備えた機械です。工具マガジンと自動工具交換装置を持つ構造もあります。
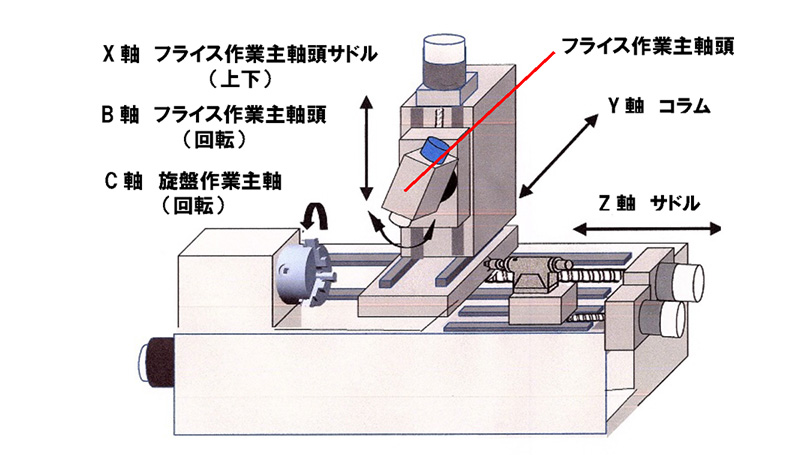
図49:NC旋盤型複合加工機
一般に複合加工機は以下の利点があります。
- ① 工程集約・人件費削減
-
素材から何台かの機械を使い加工完成品を作る場合に比べ、複合加工機は段取り替え、次工程への工作物の着脱作業や機械間の工作物移動の必要がなく、作業者への負担が軽減できます。ここで、段取り替えとは次工程の加工をするため、工作物のセット方向や固定を測定具等を使い微調整したり、加工用NCプログラムを準備したりする一連の作業を言います。
図は同一部品を3軸制御加工機と5軸制御複合加工機(図48)で加工した場合の比較です。5軸制御加工機では2回の段取り替えが削減できます。
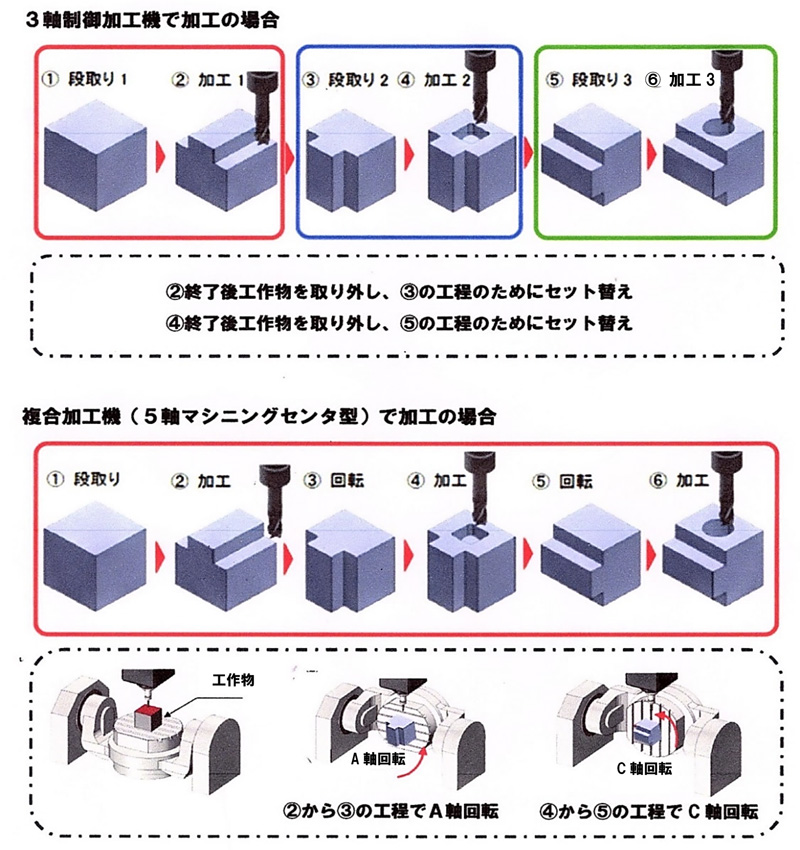
図50:3軸制御機と5軸制御機の加工工程比較 - ② 高品質
-
図50からもわかるように、5軸制御加工機では1度素材を取り付けると全加工ができるため、3軸制御機を使用した場合に起こりがちな、工程ごとの工作物取り付け・取外し時に発生するわずかな取り付けズレや切屑のかみ込みがなく、完成品の精度を均一に保つことができます。
- ③ 省スペース
工程に合わせた工作機械が何台も必要ないため、工場のスペースを有効活用することができます。
- ④ 短い切削工具の突き出し量
-
3軸制御加工では工具ホルダと工作物の干渉を避けるため、切削工具の突き出し量をとらなくてはなりませんが、突き出し量を長くすると切削工具のたわみが大きくなり(剛性が下がる)、精度維持が難しくなります。また、切削工具先端が工作物に届かない場合もあり最終的に放電加工による2次加工が必要になります。
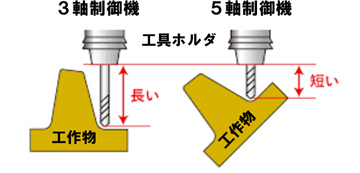
図51:3軸制御機と5軸制御機の
工具突き量比較これに対して、5軸制御加工では、切削工具あるいは工作物を傾けることで、切削工具が短い突き出し量で加工できるため、高精度加工ができ、2次加工が不要になります。
- ⑤ 切削工具の加工位置が選べる
-
3軸制御加工機では切削工具が図のようにいつも垂直(Z軸)方向を向きます。先端が球状のボールエンドミルを使用した場合、①の部分と②の部分では1回の回転で動く距離が異なります。特に先端部分では刃が回転していない状態になります。(周速ゼロ点)
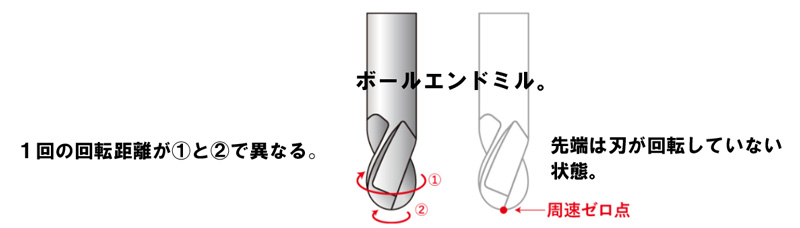
この状態でボールエンドミルを回転させても刃は1点で止まっているのと同じような状態で、丁度刃がないところで削らずに押し切っていることになり、先端で加工した部分は汚くなりがちです。
しかし、5軸加工機では切削工具の傾き角を自由に変えられるため、図52のようにボールエンドミル加工では周速0点を逃げて刃が切れる部分で加工ができます。
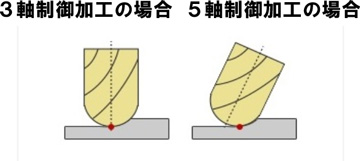
図52:3軸制御機と5軸制御機の
ボールエンドミル加工比較
- (6)放電加工機《問題19 参考》
-
- ① 形彫り放電加工機
-
形彫り放電加工は、グラファイトやタングステンなどの電気を通しやすく、柔らかい材料(簡単に加工できる材料)を必要な形状に加工した電極と工作物を、それぞれ短時間に瞬間的な電力を出力するパルス電源の正極(プラス極)と負極(マイナス極)につなぎ、電気あるいは熱を通しにくい性質を持つ(絶縁体)加工液の中に入れます。
そして、加工したい部分に電極を数十ミクロン(ミクロン=0.001mm)にまで近づけると、絶縁状態が切れて火花(放電)が起こり(この隙間を「放電ギャップ」と言います。)ます。
放電はパルス電源により連続発生して終了し、この後も少しだけ電極を材料に近づけると、再び放電が連続発生します。工作物の金属部分から溶け出した材料は加工液の放電熱により発生した気泡の爆発で飛散し、小さなクレーター状の窪みを工作物上に残します。
このようなパルス状の放電を繰り返すことで金属の溶解・冷却・飛散が何度も行われ、工作物の不要な部分が除去されて図53のように電極の先端部(大径円)に形彫りされた凹形状が工作物に凸部として現れます。この加工は切削が難しい材料でも加工できるという利点があります。
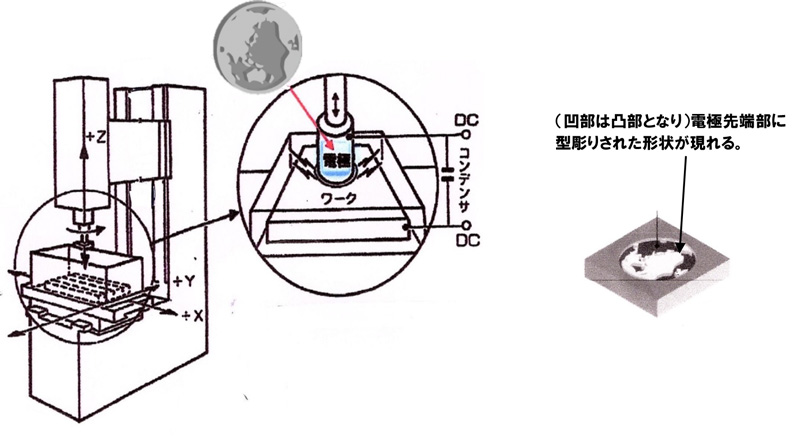
図53:形彫り放電加工機とその加工(工作物:(有)太陽放電工業) - ② ワイヤ放電加工機
-
ワイヤ放電加工は銅線など電気を通す材料からできたワイヤを電極として、順次繰出されるワイヤを加工液中の工作物に近づけ、放電で材料を切断する加工方法です。
図54の加工例では、工作物にあけられた穴にワイヤを通し、工作物は絶縁性が高い灯油系加工油や、イオンを取り除いた脱イオン水の入ったテーブル上の加工液槽内に取付けられます。(旧式の装置では加工液を加工部に吹きかけるタイプもあります。)
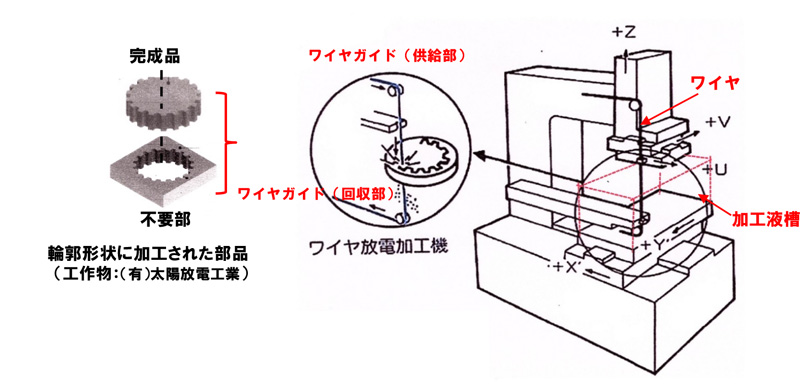
図54:ワイヤ放電加工機とその加工 そして、テーブル(加工液槽)を一定速で動かしてワイヤを工作物に近づけ、その間隙が約数十ミクロン以下になると放電が起こります。放電を短時間で繰り返し発生させながら、テ―ブル(加工液槽)をNC制御で前後左右方向に送るとともに、ワイヤを巻きながら、図54の輪郭形状を糸鋸盤のように加工します。
ワイヤ放電加工機には上部のワイヤガイド部が移動できる「U-V軸制御」機能を持ちワイヤを傾けて傾斜面(テーパ面)の加工も可能な機種もあります。
- (7)レーザ加工機
-
太陽光(自然光)は、1つの波(波長)だけでなく、さまざまな波長の光が混ざっています。これに対してレーザは、1つの波からなり、連続したきれいな波であるとともに、鋭い指向性(直進性が強く広がらない性質)があります。この指向性の高いレーザを集光レンズで絞ると、極めて高いエネルギー密度(単位体積当たりの密度)の光源が得られ、穴あけや切断などのレーザ加工が可能になります。
レーザ加工は工作物と接触せずに加工ができるため、接触部分の摩耗や劣化が出ません。加工機の種類により、テーブルや加工ヘッドをNC制御します。
- ① 炭酸ガスレーザ加工機
-
図55の炭酸ガスレーザ加工機は、「レーザ発振器、集光系及びX-Y軸駆動系」の3部分から構成されます。また、レーザ光によって融解・蒸発した金属を除去するため「アシストガス」が集光系に含まれます。このガスは光で溶かした金属を酸化(燃焼)させて工作物を早く切断する場合には酸素を、その他の場合には窒素を使い、その圧力で吹き飛ばし切断します。
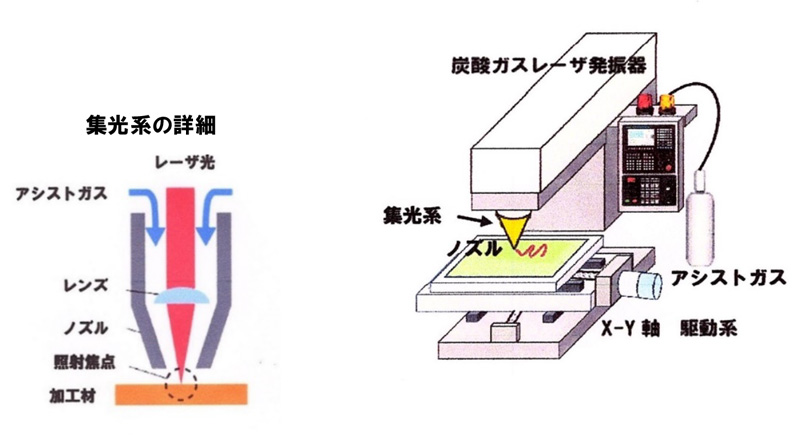
図55:炭酸ガスレーザ加工機 概要 炭酸ガスレーザー発生の原理
炭酸ガスなどのレーザ媒質には原子や(原子が集まって物質になる)分子がある特定のエネルギを持って自由に運動しています。今図57のようなガラス管にレーザ媒質(注)を入れ、放電の強い光で外部エネルギーを原子や分子に与えると、図56のように、さらに高いエネルギの不安定な状態で運動します。そして、しばらくすると余分なエネルギーを光として放出して元の低いエネルギー状態に戻ります。
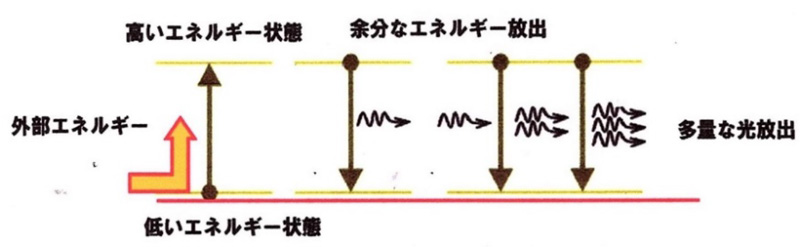
図56:レーザ媒質中の原子・分子のエネルギ―状態 放出された光の中で、ガラス管軸に平行なある特定の波長の光は図57の2枚の向き合ったミラーで反射、増幅され、他の低いエネルギ状態にある原子や分子に衝突すると、それらも同じように光を放出します。同様なことを繰り返し、やがて単一波長の強力な光、レ-ザになります。発生したレーザ光は、ガラス管から出ると、反射ミラーによって曲げられ、レンズによって集光されて、ノズルから工作物に照射されます。
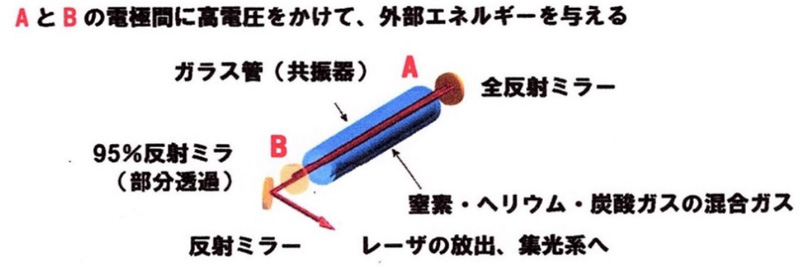
図57:炭酸ガスレーザ発生のメカニズム(株)レーザーワークス 注記:レーザ媒質には炭酸ガスの効果を高めるため、高電圧をかけると炭酸ガス同様エネルギーの高い不安定な状態になる窒素、および冷却効果のためのヘリウムを混合します。
現在、炭酸ガスレーザとファイバーレーザが一般的な切断加工に使用されています。ファイバーレーザはレーザ媒質がファイバーで外部エネルギーとして半導体レーザを使用して、ファイバ―内で共振現象を起こす以外は上記炭酸ガスレーザの原理と同じです。